 (4.1)
(4.1)Dokładność pozycjonowania na płaszczyźnie XY przy konwersji ruchu obrotowego silnika na ruch prostoliniowy uzależniona jest od ilości skoków silnika na jeden obrót, skoku gwintu wałka pociągowego oraz luzów mechanicznych. Inne przyczyny mają znaczenie drugorzędne.
Wymagana dokładność pozycjonowania wynika z dopuszczalnego błędu wykonania otworu względem środka punktu lutowniczego. Minimalna średnica punktu na płytce wynosi zwykle d = 1,5mm. Zakładając dokładność trafienia w środek punktu lutowniczego k = 15% wzdłuż każdej z osi X lub Y dopuszczalny błąd wyniesie:
Podstawą doboru silnika są wymagania dotyczące konieczności uzyskania określonego minimalnego przesunięcia głowicy wiertarki, przy założeniu, że jako mikrometryczne śruby pociągowe wykorzystano nagwintowane wałki stalowe o skoku gwintu równym DW = 1,25mm oraz zakładając, że maksymalne luzy poosiowe wyniosą Dl =0,05mm. Aby uzyskać założone minimalne przesunięcie głowicy wiertarki w osiach X i Y liczba skoków silników napędowych musi wynosić minimum:
(4.1)Całkowita minimalna liczba skoków wyniesie n = 8. Tak więc każdy zastosowany silnik o liczbie skoków nie mniejszej niż 8 spełni wymagania.
Istotną sprawą jest również szybkość przesuwu głowicy wzdłuż obu osi. Stosując typową częstotliwość pobudzania silnika f = 300Hz szybkość przesuwu głowicy wyniesie dla n = 8 skoków/obrót:
 (4.2)
(4.2)Maksymalny rozmiar płytki drukowanej przeznaczonej do wiercenia został przyjęty o wymiarach 250 x 200 mm, co wyznaczyło wymiary płyty będącej podstawą wiertarki. Płytę podstawy wiertarki przyjęto o wymiarach 445x320x10. Do płyty tej zostały przymocowane wszystkie pozostałe elementy urządzenia. W związku z brakiem dostępu do precyzyjnych maszyn skrawających zdecydowano się na szereg uproszczeń konstrukcyjnych.
Prowadnice osi X, Y oraz przesuwające się po nich wózki, zostały wykorzystane z uszkodzonego rejestratora XY. Dwie prowadnice osi X wykonano z pręta stalowego o średnicy 10 mm i o długości 360 mm. Zostały one umocowane do podstawy za pośrednictwem słupków wykonanych z aluminiowego płaskownika. W celu unieruchomienia prowadnic końce ich przetoczono do średnicy 8 mm. W słupkach wykonano otwory w które prowadnice zostały wsunięte. Wysokość prowadnic, licząc od podstawy, wynosi 64 mm. Po prowadnicach, stanowiących oś X, poruszają się dwa specjalnie ukształtowane wózki. W wózkach jako kółka zostały zastosowane miniaturowe łożyska toczne o średnicy zewnętrznej 10 mm. Prawy wózek zawiera dodatkowe łożyska prowadzące, zapobiegające spadaniu z prowadnicy. Oba wózki połączone są sztywno duraluminiowym płaskownikiem 20x6 który stanowi jednocześnie prowadnicę osi Y. Wózek przesuwający się wzdłuż osi Y porusza się po prowadnicy na łożyskach tocznych o średnicy zewnętrznej 5 mm.
Przesuw w obu osiach zapewniają nagwintowane wałki M8 napędzane silnikami skokowymi. Silnik napędzający wałek w osi X umocowany jest do podstawy poprzez odpowiednio ukształtowane wsporniki. Na jego czop został nasadzony bezpośrednio wałek napędzający. Drugi koniec wałka osadzono w łożysku kulkowym. Łożysko poprzez specjalny uchwyt umocowane jest do jednego ze słupków trzymających prowadnicę osi X. Nakrętka zamieniająca ruch obrotowy wałka na ruch postępowy wózka wykonana jest z sześciokątnego pręta mosiężnego. Połączenie nakrętki z wózkiem stanowi płaska sprężyna mosiężna korygująca nierówności wałka względem prowadnic.
Identyczna konstrukcja przeniesienia napędu zastosowana jest w osi Y. Silnik napędzający nagwintowany wałek przytwierdzony został do prawego wózka osi X. Lewy wózek stanowi podporę łożyska wałka. Na wózku osi Y został zamocowany system opuszczania głowicy wiertarki. Zespół napędowy stanowi układ dwóch wózków poruszających się przeciwbieżnie wzdłuż osi Z. Zastosowano tutaj gotowe elementy z uszkodzonych stacji dyskietek 3.5 oraz 5.25 cala.
Napęd z silnika skokowego przenoszony jest przez wałek z gwintem o dużym skoku na wózek pomocniczy napędzający dźwignię. Silnik prądu stałego napędzający głowicę z wiertłem zamocowany jest do głównego wózka osi Z. Dźwignia zapewnia przesuwanie wózka z silnikiem głowicy przy przełożeniu 2:1. Jest to niezbędne ze względu na niewielki moment obrotowy silnika skokowego osi Z. Silnik prądu stałego napędzający wiertło ma dość znaczną masę. Siła ciężkości tego silnika jest kompensowana przez spiralną sprężynę podciągającą główny wózek osi Z.
Zespół sterowania silnikami skokowymi wraz z zasilaczem został umieszczony w prostopadłościennej aluminiowej obudowie o wymiarach 205x80x6 mm na brzegu podstawy. Do boku obudowy zamocowano wyłącznik sieciowy, gniazdo RS-232 do połączenia wiertarki z komputerem PC oraz wyprowadzenie przewodu zasilającego 220V. Dostęp do wnętrza obudowy jest możliwy po zdjęciu górnej pokrywy mocowanej za pomocą czterech wkrętów M3. Widok całego zestawu przedstawiono na zdjęciach.
4.3.2 Układy elektronicznePrzedstawione w poprzednich częściach metody sterowania silników skokowych obejmowały w zasadzie jedynie fragment układu bezpośrednio połączony z uzwojeniami silnika skokowego. Jeżeli jednak urządzenie zawiera więcej niż jeden silnik optymalnym rozwiązaniem jest zastosowanie mikroprocesorowego kontrolera, który oprócz podejmowania decyzji o liczbie skoków jaką musi wykonać określony silnik może również wytworzyć niezbędną sekwencję sygnałów sterujących. Aby wysterować uzwojenia silnika wystarczy umieścić pomiędzy mikroprocesorem a silnikiem odpowiedni bufor mocy.
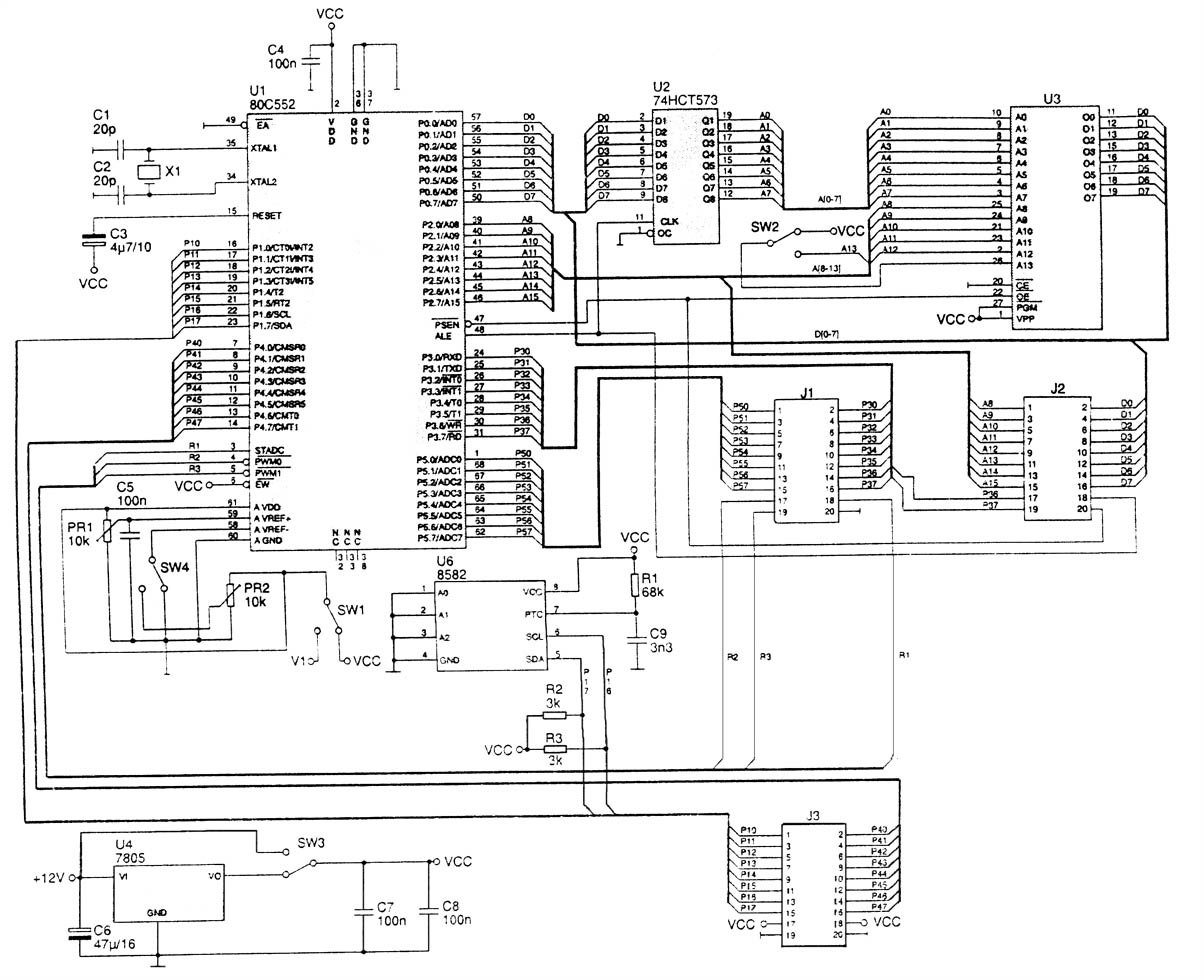
W modelu wiertarki wykorzystany został kontroler mikroprocesorowy, w którym pracuje jednoukładowy mikrokontroler 80C552 będący ulepszoną wersją znanego układu 8051. Procesor 80C552 wyposażony został w pięć portów, czyli układów wejścia/wyjścia, poprzez które komunikuje się on ze światem zewnętrznym.
W porównaniu z procesorem 8051 nowością jest port P4, który może być wykorzystany jako port uniwersalny lub do obsługi alternatywnych funkcji związanych z licznikiem 2. Dodatkowy port P5 jest tylko portem wejściowym, ale można do niego podłączać także sygnały analogowe. Kolejną różnicą w stosunku do wersji poprzednich jest zestaw alternatywnych funkcji portu P1 związanych ze znacznym rozbudowaniem systemu przerwań. Układ posiada również wyprowadzenia związane z przetwornikiem analogowo-cyfrowym. Projekt płytki kontrolera odzwierciedla sprzętowe możliwośc i mikroprocesora. Schemat ideowy kontrolera przedstawiono na schemacie 1.
Aby zminimalizować wymiary płytki ograniczono otoczenie procesora do niezbędnego minimum. Procesor 80C552 wykonuje program zapisany w zewnętrznej pamięci EPROM - układ U3. Zespół ośmiu przerzutników typu D stanowi element pamięciowy tzw. latch i zapamiętuje część adresu dla pamięci EPROM, co jest niezbędne z uwagi, że port P0, który przesyłał bajt adresowy pełni następnie funkcję portu danych, przez który mikroprocesor pobiera odczytane dane z pamięci EPROM. Pozostałe brakujące bity adresowe podawane są przez port P2. Gniazda J1¸ J3 grupują poszczególne wyprowadzenia procesora.
Do gniazda J2 doprowadzone są sygnały niezbędne do podłączenia zewnętrznej pamięci RAM lub niestandardowych urządzeń wejścia/wyjścia. Gniazdo J1 zawiera wyprowadzenia portów P3, P5 oraz wszystkie wyprowadzenia związane z funkcjonowaniem przetwornika analogowo-cyfrowego. Do wyprowadzeń gniazda J3 doprowadzono sygnały z portów P1 i P4, których funkcje związane są z działaniem licznika 2. Takie rozwiązanie umożliwia za pomocą standardowych wtyków i dwudziestożyłowej taśmy doprowadzić sygnały z wybranych portów do układów peryferyjnych, umieszczonych na oddzielnych płytkach. Na płytce procesora dodatkowo umieszczo no zworki SW1 ¸SW4, służące do konfigurowania płytki. SW2 pozwala w zależności od połączenia na zastosowanie różnego typu EPROMów o pojemności 32, 64 lub 128 kB. SW1 i SW4 służą do wyboru napięcia odniesienia zasilającego część analogową. SW3 służy do wyboru jednej z dwóch wartości napięcia +5/+12V, które będzie zasilało mikroprocesor. Z pozostałych elementów na płytce znajdują się potencjometry P1 i P2 do precyzyjnego ustawienia napięć odniesienia, elementy rezonatora X1, C1, C2, kondensator pracujący w układzie RESETu mikroprocesora w momencie włączenia zasilania oraz kondensatory filtrujące.
Cenną zaletą mikroprocesora 80C552 jest możliwość sprzętowej reakcji na programowo ustawiony warunek. Możliwe jest dzięki temu precyzyjne generowanie impulsów i tworzenie zależności czasowych między zdarzeniami bez angażowania w te procesy programu. Te właściwości procesora umożliwiły wytworzenia sekwencji sterujących silnikami wiertarki.
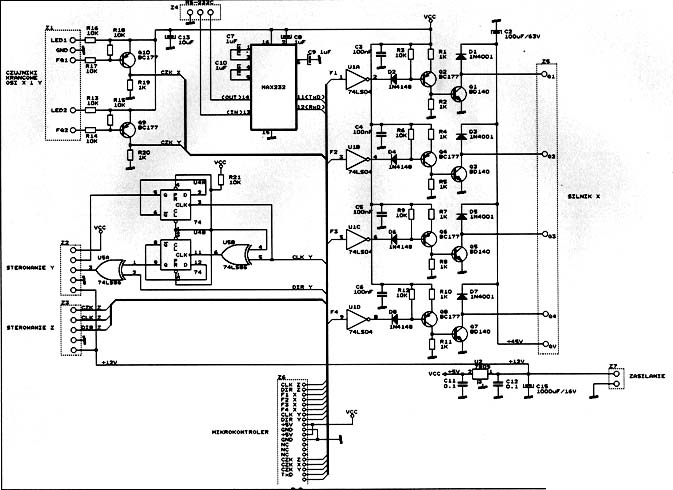
Sterowanie silnikami w osi X i Y.Do sterowania silnikiem osi X wykorzystano 4 bity portu P1 (P1-2¸P1-5), które doprowadzone zostały do wejść układu scalonego U1 typu 74LS04 zawierającego sześć inwerterów i umieszczonego na płytce sterowanie silnikami osi XY. Wyjścia inwerterów sterują dwustopniowymi układami kluczy (tranzystory Q1¸Q8), których wyjściowe stopnie z tranzystorami mocy typu BD139 są połączone bezpośrednio z uzwojeniami czteropasmowego silnika skokowego odpowiedzialnego za pozycjonowanie głowicy wiertarki w osi X. Diody D1, D3, D5 i D7 zabezpieczają tranzystory mocy przed uszkodzeniem spowodowanym przepięciami występującymi przy szybkim przełączaniu elementów indukcyjnych. Do zasilania silnika osi X wykorzystano napięcie niestabilizowane +40V. Na płytce sterowanie silnikami osi XY umieszczono również układ sterujący silnikiem osi Y oraz dwa wzmacniacze z tranzystorami Q9 i Q10, współpracujące z optycznymi czujnikami krańcowymi. Sygnały z tych czujników doprowadzone są do portu P3 mikroprocesora. Dwa bity P1.0 i P1.1 portu P1 wykorzystano do sterowania układem sekwencyjnym (układy U4, U5) złożonym z dwóch przerzutników typu D 74LS74 oraz układu EX-OR typu 74LS86. Wytworzona sekwencja sygnałów sterujących doprowadzona jest do drivera mocy, w charakterze którego pracuje układ typu A13421. Układ zawiera dwa wzmacniacze mostkowe, jak to opisano w pierwszej części pracy i jest bezpośrednio połączony z uzwojeniami dwupasmowego silnika skokowego pozycjonującego głowicę wiertarki w osi Y. Aby umożliwić komunikację procesora 80C552 z komputerem PC zastosowano interfejs RS-232. Jako źródło sygnałów transmisyjnych (TX) oraz w funkcji odbiornika (RX) wykorzystano dwa bity portu P3, które doprowadzone są następnie do układu U6 (MAX232). Układ ten posiadając wewnątrz bufor oraz przetwornicę 12V przekształca sygnał o poziomach TTL na symetryczny, wymagany przez standard V24.
Na płytce sterowanie silnikami osi XY umieszczono również część zespołów zasilacza w skład których wchodzi scalony stabilizator napięcia +5V: układ U2 typu 7805. Schemat ideowy płytki sterowanie silnikami osi XY przedstawiono na schemacie 2.
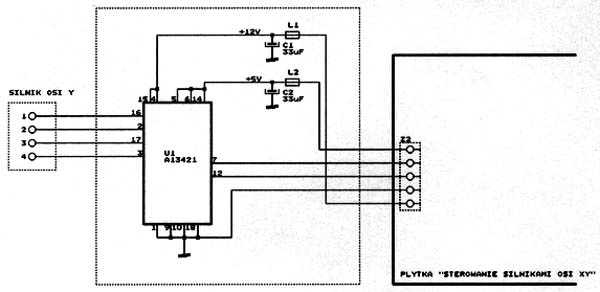
Natomiast na schemacie 3 przedstawiono układ połączeń układu A13421 z płytką sterowanie silnikami osi XY i z silnikiem osi Y.
Układy współpracujące z głowicą wiertarki.Z głowicą wiertarki współpracują dwa silniki. Jeden, klasyczny silnik prądu stałego, obraca głowicę, a drugi, skokowy, odpowiedzialny jest za ruch głowicy w osi Z. Układy sterujące pracą silnika skokowego umieszczono na płytce wzmacniacz silnika osi Z. Z uwagi na to, że zastosowany silnik jest dwupasmowy do sterowania wykorzystano podobny układ jak w przypadku silnika sterującego głowicą w osi Y. Sygnały sterujące pobierane z portu P1 mikroprocesora (bity P1-6 i P1-7) doprowadzone są do układu sekwencyjnego zbudowanego z przerzutników typu D (U1-74LS74) oraz układu EX_OR (U2-74LS86), a następnie do wzmacniacza mocy, układu U1-A13421.
Na płytce umieszczono również fotooptyczny czujnik położenia krańcowego głowicy w skład którego wchodzi dioda elektroluminescencyjna oraz fototranzystor. Wzmocniony przez tranzystor Q1 sygnał z fototranzystora doprowadzony jest do bramki U4 spełniającej funkcję inwertera i dalej do portu P3 mikroprocesora. W przypadku położeń pośrednich głowicy, światło z diody dociera bez przeszkód do fototranzystora w wyniku czego na wyjściu bramki pojawia się stan wysoki (1 logiczne). Gdy głowica osiągnie położenie krańcowe, przesłona przerwie strumień światła padającego z diody na fototranzystor, który ulegnie zatkaniu i na wyjściu bramki pojawi się stan niski (0 logiczne). Oba stany wykorzystywane są przez mikroprocesor do sterowania ruchem głowicy w osi Z. Schemat ideowy płytki wzmacniacz silnika osi Z przedstawiono na schemacie 4.
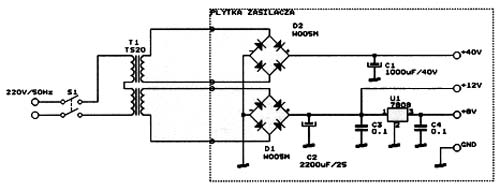
Zespół zasilacza.Zespół zasilacza składa się z transformatora sieciowego typu TS20 oraz dwóch prostowników mostkowych D1 i D2. Mostek prostowniczy D1 wraz z filtrem, w układzie którego pracuje kondensator C1, dostarcza napięcia +40V służącego do zasilania silnika skokowego pozycjonującego głowicę w osi X. Drugi z mostków prostowniczych dostarcza napięcia niestabilizowanego +12V służącego do zasilania silnika współpracującego z osią Y oraz silnika głowicy wiertarki. Napięcie stabilizowane +8V wykorzystywane jest do zasilania silnika przesuwu wzdłuż osi Z. Napięcie +8V uzyskiwane jest ze stabilizatora scalonego U1 typu 7808. Schemat ideowy płytki zasilacza przedstawiono na schemacie 5.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}